

一、光伏組件中有碎片
原因分析:
1、由于在焊接過(guò)程中沒(méi)有焊接平整,有堆錫或錫渣,在抽真空時(shí)將電池片壓碎。
2、本來(lái)電池片都已經(jīng)有暗傷,再加上層壓過(guò)早,EVA還具有很良好的流動(dòng)性。
3、在抬組件的時(shí)候,手勢(shì)不合理,雙手壓到電池片。
解決辦法:
1、首先要在焊接區(qū)對(duì)焊接質(zhì)量進(jìn)行把關(guān),加強(qiáng)對(duì)員工的一些針對(duì)性培訓(xùn),確保焊接一次成型。
2、調(diào)整層壓工藝,增加抽真空時(shí)間,并減小層壓壓力(通過(guò)層壓時(shí)間來(lái)調(diào)整)。
3、控制好各個(gè)環(huán)節(jié),提高層壓人員素質(zhì)并確保抬板手勢(shì)的正確性。
二、組件中有氣泡
原因分析:
1.EVA膠膜已裁剪,放置時(shí)間過(guò)長(zhǎng),已受潮。
2.EVA膠膜材料本身品質(zhì)不高,如有些EVA廠(chǎng)家部分或完全采用國(guó)產(chǎn)原料。
3.太陽(yáng)能背板放置時(shí)間過(guò)長(zhǎng)或儲(chǔ)存環(huán)境不好而受潮。
4.抽真空過(guò)短,加壓已不能把氣泡趕出。
5.層壓的壓力不夠。
6.加熱板溫度不均,使局部提前固化。
7.層壓時(shí)間過(guò)長(zhǎng)或溫度過(guò)高,使有機(jī)過(guò)氧化物分解,產(chǎn)出氧氣。
8.有異物存在,而濕潤(rùn)角又大于90°,使異物旁邊有氣體存在。
解決辦法:
1.控制好每天所用的EVA的數(shù)量,要讓每個(gè)員工了解每天的生產(chǎn)任務(wù)。
2.材料是由廠(chǎng)家所決定的,所以盡量選擇較好的材料。
3.將分切好的太陽(yáng)能背板放置烘箱內(nèi)預(yù)烘烤1-2分鐘,使其潮氣趕出。
4.調(diào)整層壓工藝參數(shù),使抽真空時(shí)間適量。
5.增大層壓壓力。(可通過(guò)層壓時(shí)間來(lái)調(diào)整也可以通過(guò)再墊一層高溫布來(lái)實(shí)現(xiàn)。)
6.墊高溫布,使組件受熱均勻(最大溫差小于4°)。
7.根據(jù)廠(chǎng)家所提供的參數(shù),確定層壓總的時(shí)間,避免時(shí)間過(guò)長(zhǎng)。
8.應(yīng)注重6S管理,尤其是在疊層這道工序,盡量避免異物的掉入。
三、組件中有毛發(fā)及垃圾
原因分析:
1.由于EVA、太陽(yáng)能背板(如3M、兆豐)、小車(chē)子等有靜電的存在,把飄著空的頭發(fā),灰塵及一些小垃圾吸到表面。
2.疊成時(shí),身體在組件上方作業(yè),而又不能保證身體沒(méi)有毛發(fā)及垃圾的存在。
3.一些如蚊子等小飛蟲(chóng)子死命的往組件里鉆。
解決辦法:
1.做好6S管理,保持周邊工作環(huán)境的整潔,并勤洗衣褲做好個(gè)人衛(wèi)生。
2.調(diào)整工藝,對(duì)疊層工序進(jìn)行操作優(yōu)化,將單人拿取材料改為雙人。
3.提高車(chē)間潔凈度,控制通道,裝好滅蚊燈,減少小飛蟲(chóng)的進(jìn)入。
四、匯流條向內(nèi)彎曲
原因分析:
1.在層壓中,匯流條位置會(huì)聚集比較多的氣體。膠板往下壓,把氣體從組件中壓出,而那一部分空隙就要由流動(dòng)性比較好EVA來(lái)填補(bǔ)。EVA的這種流動(dòng),就把原本直的匯流條壓彎。
2.EVA的收縮。
解決辦法:
1.調(diào)整層壓工藝參數(shù),使抽真空時(shí)間加長(zhǎng),并減小層壓壓力。
2.選擇較好的材料。
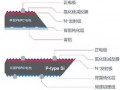
五、組件背膜凹凸不平
原因分析:
1.多余的EVA會(huì)粘到高溫布和膠板上。
2.太陽(yáng)能背板材料質(zhì)量不高。
解決辦法:
1.購(gòu)買(mǎi)較好的橡膠膠板,做好每次對(duì)高溫布的清洗工作,并及時(shí)清理膠板上的殘留EVA。
2.采用品質(zhì)好、厚度適合的太陽(yáng)能背板,不要一味地追求低成本而去采購(gòu)一些品質(zhì)一般、厚度很薄的背板。
光伏組件作為光伏發(fā)電系統(tǒng)中最重要的組成部分,優(yōu)質(zhì)的質(zhì)量和較高的轉(zhuǎn)化效率是發(fā)電量的保證。所以,在選擇組件的過(guò)程中,需要綜合考慮廠(chǎng)家產(chǎn)品的質(zhì)量、是否通過(guò)各項(xiàng)專(zhuān)業(yè)測(cè)試、組件價(jià)格、售后保證等諸多方面。